
一般的な組み立てプロセスと要件
一、組立前の準備
作業データ:プロジェクトの終わりまで、一般的なアセンブリ図面、コンポーネントアセンブリ図面、部品図面、材料BOMなどを含み、図面の整合性、きちんとした、およびプロセス情報レコードの整合性を保証する必要があります。
2.作業現場:部品の配置とコンポーネントの組み立ては、指定された作業現場内で実行する必要があります。マシン全体の配置と組み立ての場所は、プロジェクト全体が終了するまで明確に計画する必要があります。すべての作業現場は、整然とし、標準化され、整然としている必要があります。
3.組み立て材料:操作の前に、組み立てプロセスに従って組み立て材料が時間どおりに配置されている必要があります。一部の非決定的な材料が配置されていない場合は、操作の順序を変更してから、材料リマインダフォームを購買部門に入力できます。
4.組み立てる前に、装置の構造、組み立て技術、プロセス要件を理解する必要があります。
二、基本仕様
機械的な組み立ては、設計図から提供された組み立て図とプロセス要件に厳密に従って実行する必要があります。作業内容の変更や異常な改造は固くお断りします。
2.組み立てられた部品は、品質検査部門によって承認された認定部品でなければなりません。認定されていない部品が組み立てプロセス中に欠落していることが判明した場合は、それらをすぐに報告する必要があります。
3.組み立て環境は、清潔でほこりやその他の汚染がないことが必要であり、部品は保護パッドの付いた乾燥したほこりのない場所に保管する必要があります。
4.組立工程中、部品は部品の表面をぶつけたり、切断したり、損傷したり、部品を明らかに曲げたり、ねじったり、変形させたりしてはならず、部品の合わせ面に損傷があってはなりません。
5.相対運動を伴う部品の場合、組立時に接触面の間に潤滑油(グリース)を追加する必要があります。
6.一致する部品の一致する寸法は正確でなければなりません
7.組み立ての際、部品と工具には特別な配置機能が必要です。原則として、部品や工具を機械に置いたり、直接地面に置いたりすることはできません。必要に応じて、保護パッドまたはカーペットをその場所に置いてください。
8.組立中は、原則として機械を踏まないでください。機械を踏む必要がある場合は、機械に保護パッドまたはカーペットを敷く必要があります。重要なパーツや非金属の低強度パーツを踏むことは固く禁じられています。
3、接続方法
1.ボルト接続
(1)ボルトを締めるとき、モンキーレンチは使用できません。また、各ナットの下に同じワッシャーを1つだけ使用してください。皿頭ネジを締めた後、釘の頭は機械部品に埋め込まれ、露出しないようにする必要があります。
(2)通常の状況では、ネジ接続には緩み止めばねワッシャーが必要です。対称的な複数のボルトを締める方法は、対称的な順序で徐々に締める必要があり、棒状のコネクターは、対称的に徐々に対称的に両方向に締め付ける必要があります中間。
(3)ボルトとナットを締めた後、ボルトはナットの1から2ピッチを露出する必要があります。モーションデバイスの固定やメンテナンス時にネジを分解する必要がない場合は、組み立てる前にネジを接着剤でコーティングする必要があります。
(4)締付トルクが規定されているファスナーは、締付トルクに応じたトルクレンチで締付けてください。
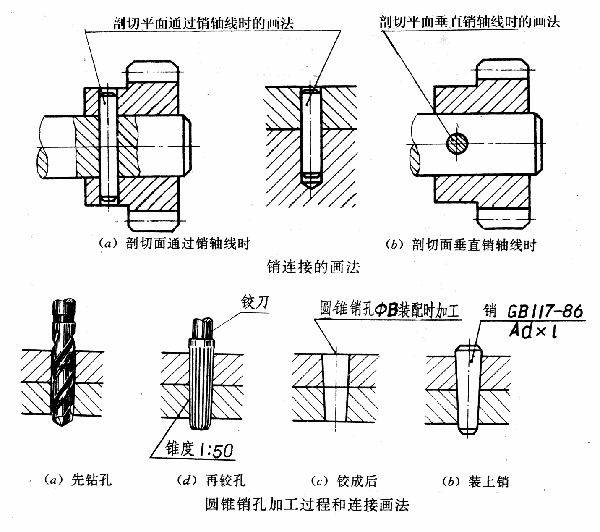
2.ピン接続
(1)位置決めピンの端面は、部品の表面よりわずかに高くなければなりません。スクリューテール付きのコーンピンを関連部品に取り付けたら、大きい方の端を穴に沈めます。
(2)割りピンを適切な部分に挿入した後、その尾部を60°〜90°離す必要があります
3.ボンディング
(1)平キーと固定キーのキー溝の両側が均等に接触し、合わせ面の間に隙間がないこと。
(2)隙間ばめキー(またはスプライン)を組み付けた後、相対移動部が軸方向に移動しても張力ムラが発生しないこと。
(3)フックキーとウェッジキーを組み立てた後、接触面積は作業領域の70%以上にしてください。また、非接触部分を1箇所に集中させないでください。露出部分の長さは、勾配の長さの10%から15%でなければなりません。
4.リベット
(1)リベットの材料と仕様は設計要件を満たしている必要があり、リベット穴の処理は関連する規格に準拠している必要があります。
(2)リベット締結時に、リベット締結部品の表面が損傷したり変形したりしてはいけません。
(3)特別な要件がない限り、リベット締め後の緩みはありません。リベットの頭は、リベットで留めるパーツに密着していて、滑らかで丸くなっている必要があります。
5.拡張スリーブ接続
拡張スリーブのマッチング:拡張スリーブにグリースを塗布し、拡張スリーブをアセンブリのハブ穴に入れ、取り付けシャフトを取り付けた後、アセンブリの位置を調整してから、ボルトを締めます。締め付け順序はスリットによって制限されており、定格トルク値に確実に到達するように、左右の交差対称が締め付けられています。
6.接続を締めます
止めねじと穴の先細りの端は90°である必要があり、止めねじは穴に締め付ける必要があります。
四、転がり軸受の組立
1.ベアリングを組み立てる前に、ベアリングに汚れがあってはなりません。
2.ベアリングを組み立てるとき、潤滑油の層を嵌合部品の表面に塗布します。ベアリングのモデルではない端は、内側、つまりシャフトの肩の方向を向いている必要があります。
3.ベアリングを組み立てるときは、特別なプレス工具を使用してください。直撃による組立は固く禁じられています。ベアリングを設定するときの力の大きさ、方向、位置は適切でなければなりません。保護フレームや転動体には応力をかけず、均等かつ対称的に配置する必要があります。端面が軸に垂直であることを確認するため。
4.ベアリングの内輪の端面は、通常、シャフトの肩(シャフトクランプ)の近くにある必要があります。ベアリングの外輪を組み立てた後、位置決め端のベアリングカバーとワッシャーまたは外輪の間の接触は均一でなければなりません。
5.転がり軸受が取り付けられた後、相対可動部品の回転は柔軟で軽いはずです。スタック現象がある場合は、問題の原因を調べて分析し、それに応じて対処する必要があります。
6.ベアリングアセンブリの過程で、穴またはシャフトのはめあいが緩すぎると判明した場合は、公差を確認する必要があります。きつすぎる場合は、残忍な組み立てを強制するべきではなく、問題の原因を分析してそれに応じて対処する必要があります。
7.単列円すいころ軸受、スラストアンギュラベアリング、および双方向スラストボールベアリングのアキシャルクリアランスは、組み立て中の図面およびプロセス要件を満たします。
8.グリースと一致するベアリングと表面の場合、組み立て後に適切なグリースを注入する必要があります。動作温度が65℃を超えないベアリングの場合、GB491-65「カルシウムベースのグリース」に従ってZG-5グリースを使用できます。65℃を超える動作温度のベアリングには、GB492-77「カルシウムベースのグリース」ZN-2ZN-3グリースに従って使用できます。
9.通常のベアリングの温度上昇は、通常の動作中は35°Cを超えてはならず、動作中の最高温度は70°Cを超えてはなりません。
五、リニアベアリングの組立
1.組み立てる前に、ベアリングの内側にグリースを塗ってください。
2.ベアリングをサポートベースに押し込む場合、外輪の端面を押すために特別な取り付けツールを使用する必要があります。変形を避けるためにベアリングを直接ノックすることはできません。
3.ベアリングとサポート間の連携は、許容範囲の要件を満たしている必要があります。きつすぎると、ガイドシャフトとベアリングの締まりばめが発生し、ベアリングが損傷します。緩すぎると、ベアリングがサポートに固定されなくなります。
4.ガイドシャフトをベアリングに挿入するときは、静かに中央に挿入します。斜めにすると、ボールが脱落し、ケージが変形します。
5.ベアリングがサポートベースに取り付けられている場合、回転することはできません。強制的に回転させるとベアリングが破損します。
6.ベアリングの外輪の止めねじを直接締めることはできません。そうしないと、変形します。
六、リニアガイドの組立
ガイドレールの取り付け部分が汚れていないこと、取り付け面の平面度が要件を満たしていること。
2.ガイドレール側面に基準端がある場合は、基準端近くに設置してください。基準エッジがない場合、ガイドレールのスライド方向は設計要件と一致している必要があります。ガイドレールの固定ネジを締めた後、スライダーのスライド方向にずれがないか確認してください。そうでない場合は調整が必要です。
3.スライダーを伝動ベルトで駆動する場合、伝動ベルトとスライダーを固定して張力をかけた後、伝動ベルトを傾けないでください。そうしないと、伝動ベルトの駆動方向が平行になるようにプーリーを調整する必要があります。ガイドレール。



